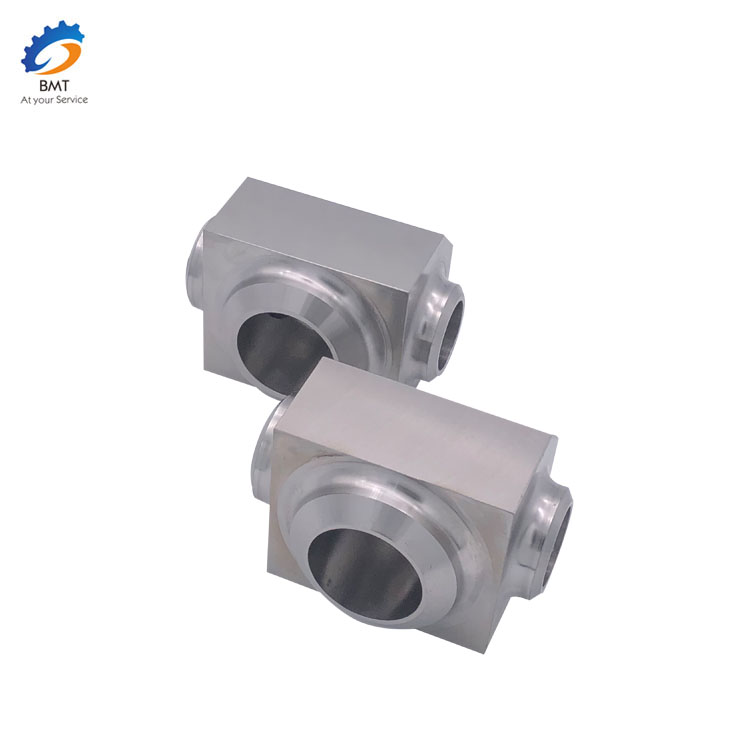
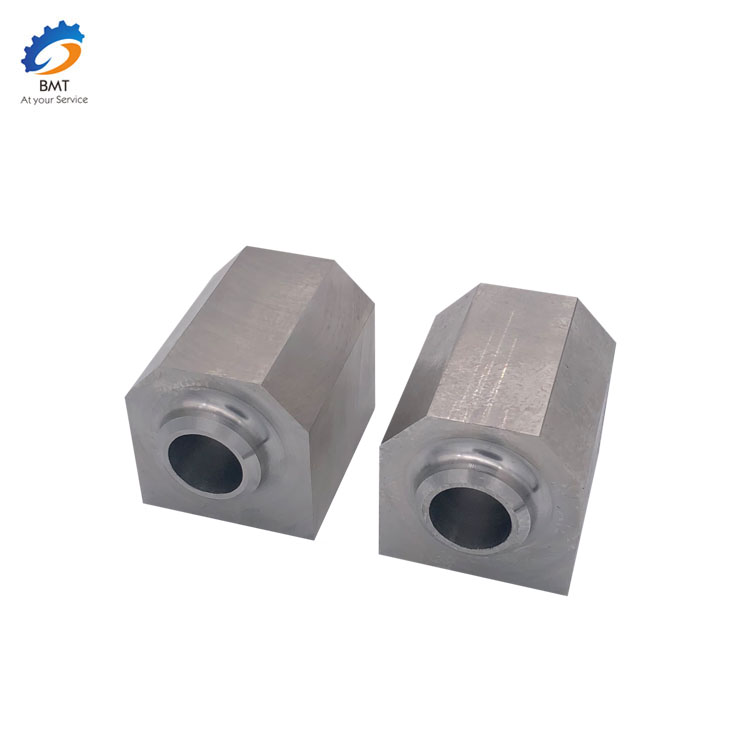
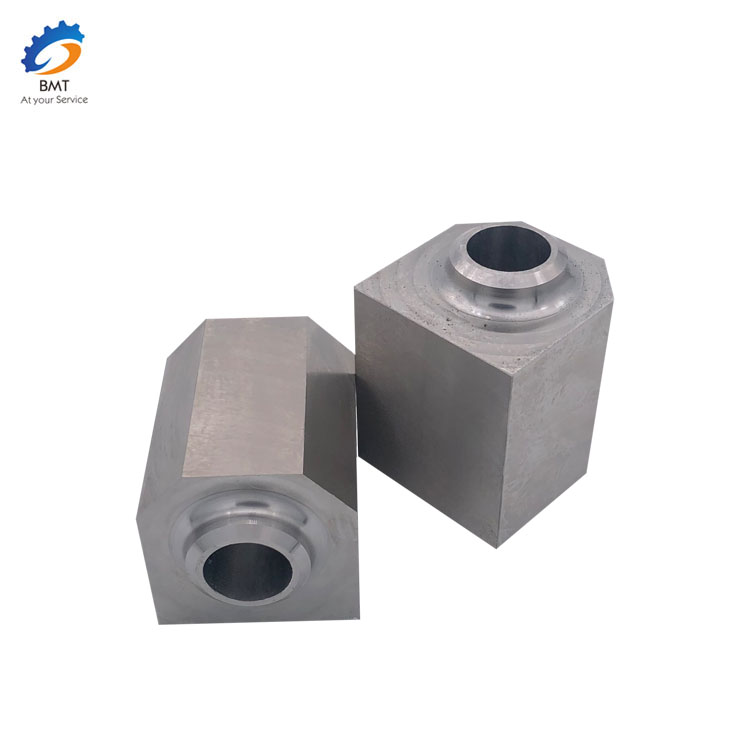
CNC bildeler profesjonell produsent
BMT spesialiserer seg på presisjonsmaskinering, ikke-standard deler prosessering, CNC bulk deler prosessering, numerisk kontroll bildeler behandling, batch titanlegering i høy presisjon deler prosessering, aksel deler behandling, halvleder utstyr deler behandling, etc, har rik erfaring, utstyrt med CNC maskineringssenter, CNC dreiebenker, trådskjæring, fresemaskin, slipemaskin, utskåret, tre koordinater måleinstrument, høydemåleinstrument og annet produksjons- og deteksjonsutstyr med høy presisjon.

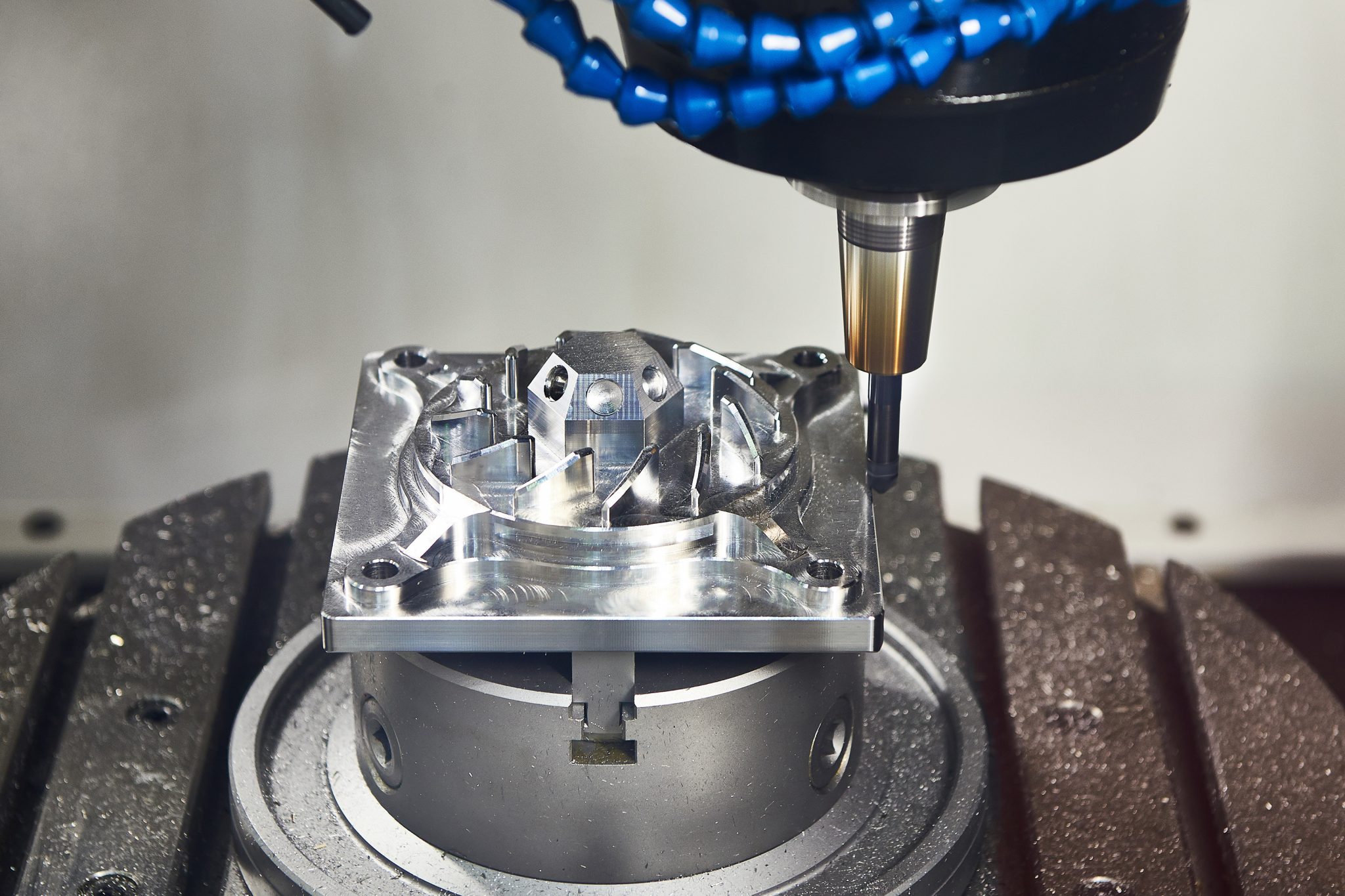
1. Analyser behandlingstegningene og bestem prosesseringsprosessen
I henhold til bearbeidingstegningene levert av kunden, kan prosesspersonellet analysere form, dimensjonsnøyaktighet, overflateruhet, emnemateriale, emnetype og varmebehandlingstilstand for delene, og deretter velge maskinverktøyet, verktøyet, bestemme posisjoneringsklemmen enhet, prosesseringsmetode, prosesseringssekvens og størrelsen på kuttedoseringen. I prosessen med å bestemme maskineringsprosessen, bør kommandofunksjonen til CNC-maskinverktøyet vurderes fullt ut, gi full spill til effektiviteten til maskinverktøyet, slik at behandlingsruten er rimelig, færre knivtider og kort behandlingstid.

2. Beregn koordinatverdien til verktøybanen på en rimelig måte
I henhold til den geometriske størrelsen til bearbeidingsdelen og det innstilte programmeringskoordinatsystemet, beregnes bevegelsesbanen til midten av kutterruten, og alle data for kutterposisjonen oppnås. Generelt CNC-system har funksjonen lineær interpolasjon og sirkulær interpolasjon, for relativt enkle plane formdeler, som deler av linje- og buekonturbearbeiding, trenger du bare å beregne de geometriske elementene til startpunkt og sluttpunkt, sirkelbuen ( eller sirkelbueradiusen), to geometriske elementers skjæringspunkt eller tangentpunktkoordinatverdier. Hvis nc-systemet ikke har verktøykompensasjonsfunksjonen, bør koordinatverdien for verktøysenterbanen beregnes. For delene med kompleks form (som delene som består av ikke-sirkulær kurve og overflate), er det nødvendig å bruke det rette linjesegmentet (eller buesegmentet) for å tilnærme den faktiske kurven eller overflaten, og beregne koordinatverdien til dens noder i henhold til nødvendig maskineringsnøyaktighet.
3. Skriv CNC-bearbeidingsprogram for deler
I henhold til delene av knivruten for å beregne verktøyets banedata og prosessparametrene er bestemt og hjelpetiltak, kan programmeringspersonell være i samsvar med bruken av det NUMERISKE kontrollsystemet som er fastsatt i funksjonsinstruksjonene og programformatet, seksjon av seksjon for å skrive delene av behandlingsprogrammet. Oppmerksomhet bør rettes mot: For det første bør standardisering av programskriving være lett å uttrykke og kommunisere; For det andre, i bruk av CNC-maskinverktøy ytelse og instruksjoner på grunnlag av full kjennskap, instruksjon av bruk av ferdigheter, programmering ferdigheter.






