
























De faktiske spørsmålene til CNC-bearbeiding

Presisjonsmaskinering kan bringe enhver produksjonsprosess til neste nivå.Det kan gjøre underverker for operasjonell effektivitet, minimere behandlingstiden og redusere produksjonskostnadene.Hvem vet dette bedre enn en av Kinas store produsenter av CNC-drei- og fresekomponenter med 15 års erfaring under beltet?BMT har levert eksepsjonelle presisjonsdeler til industrien siden den gang.
Mekanisk behandling forebygging og kontroll av vibrasjoner:
For å eliminere eller svekke forholdene som produserer maskineringsvibrasjoner;For å forbedre de dynamiske egenskapene til prosesssystemet for å forbedre stabiliteten til prosesssystemet ved å bruke en rekke vibrasjonsdempende enheter
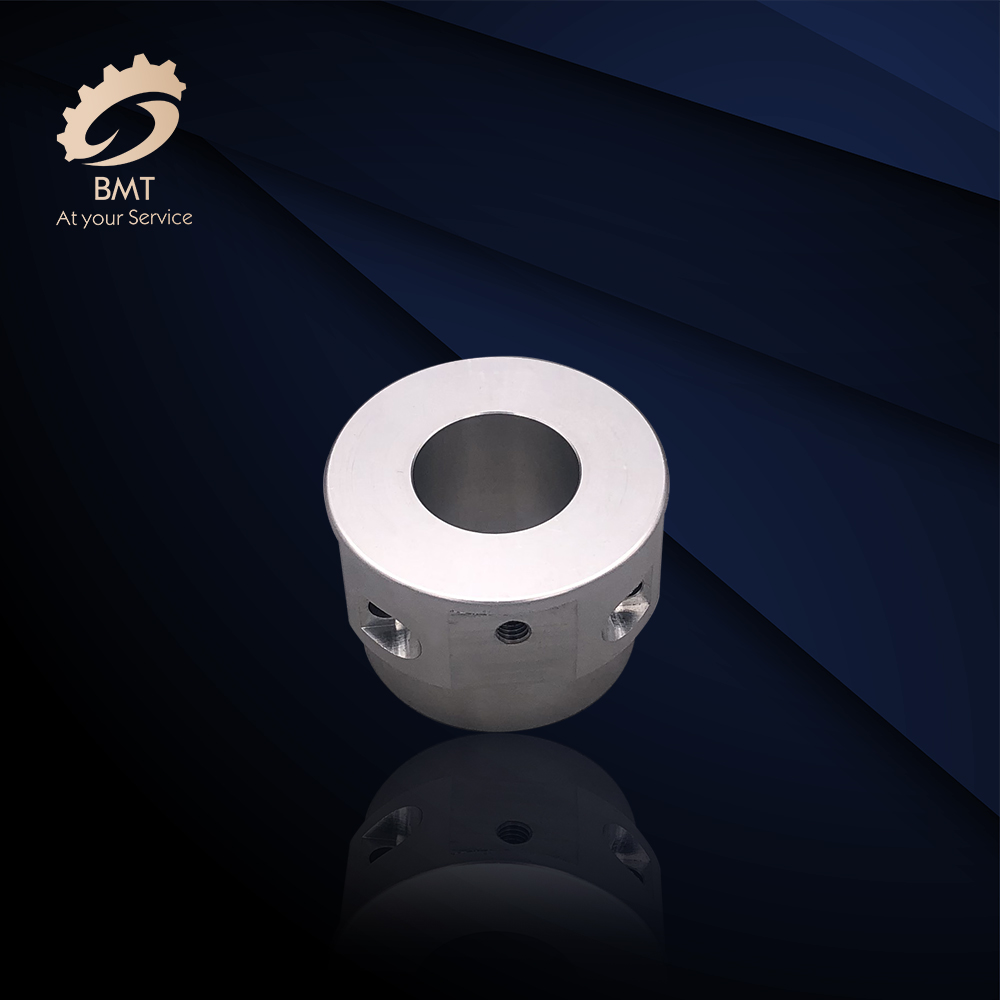
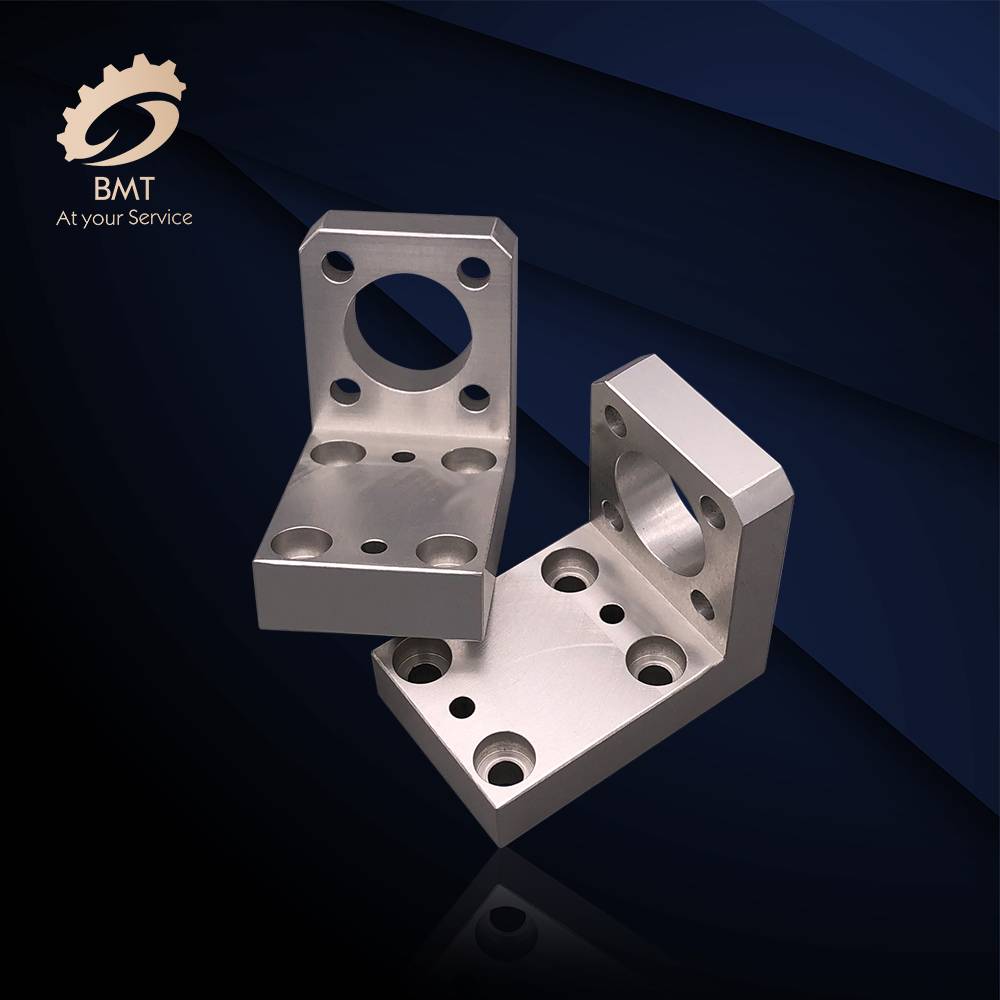
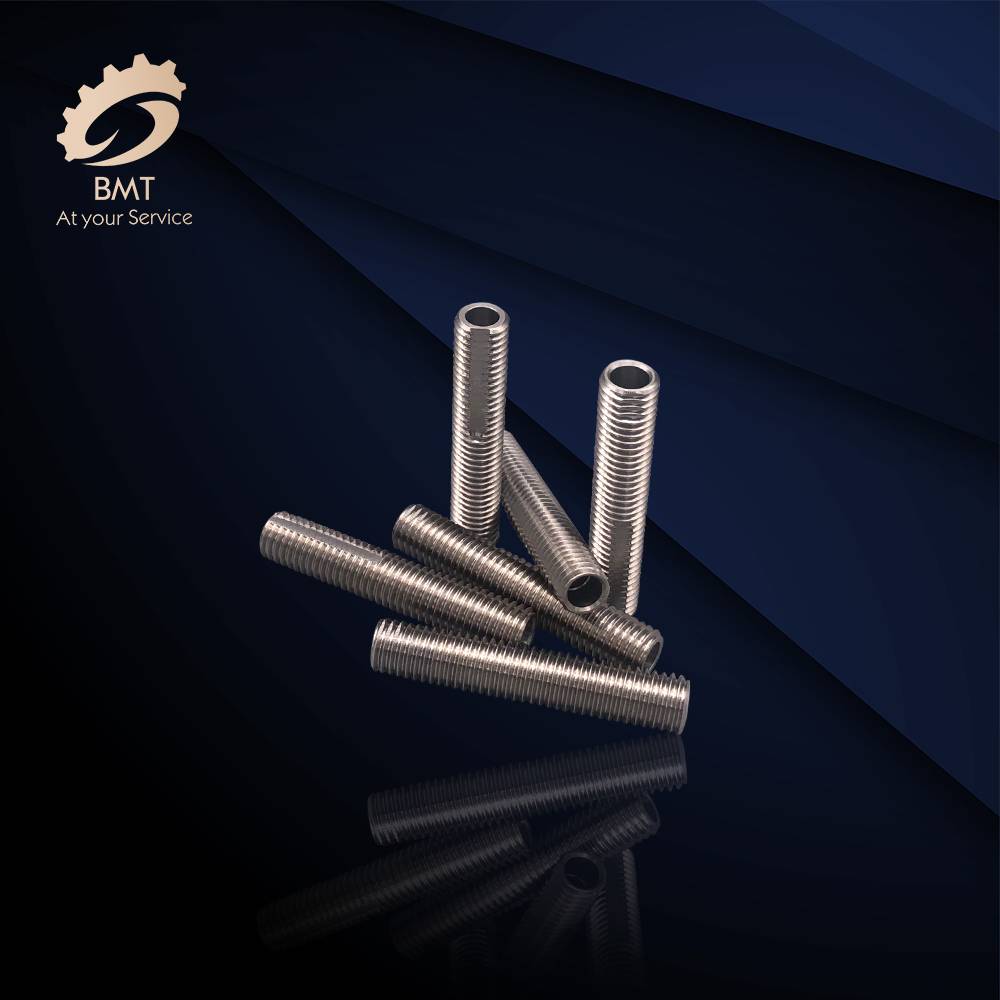
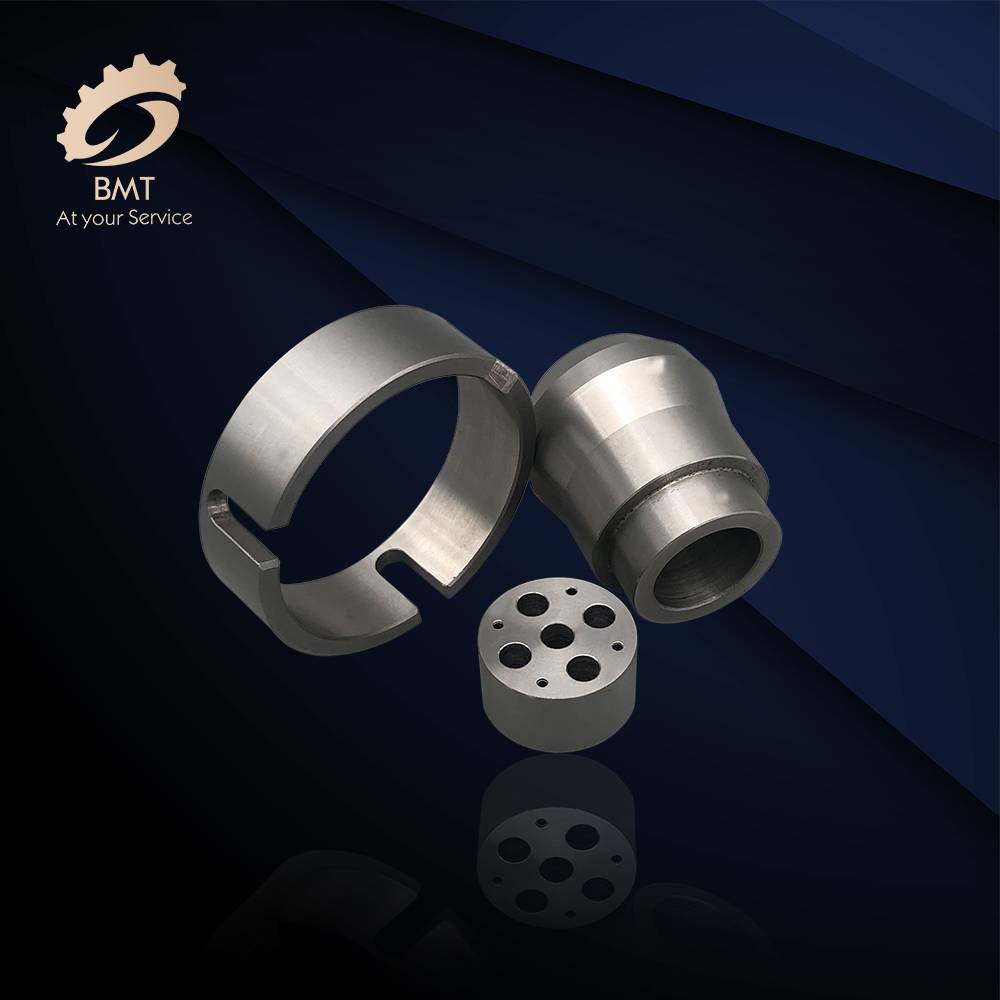
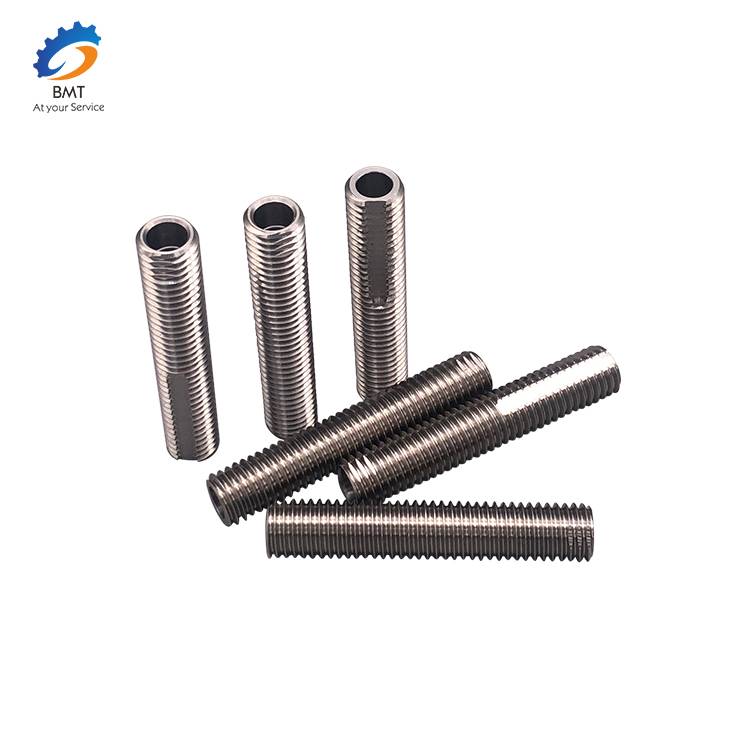
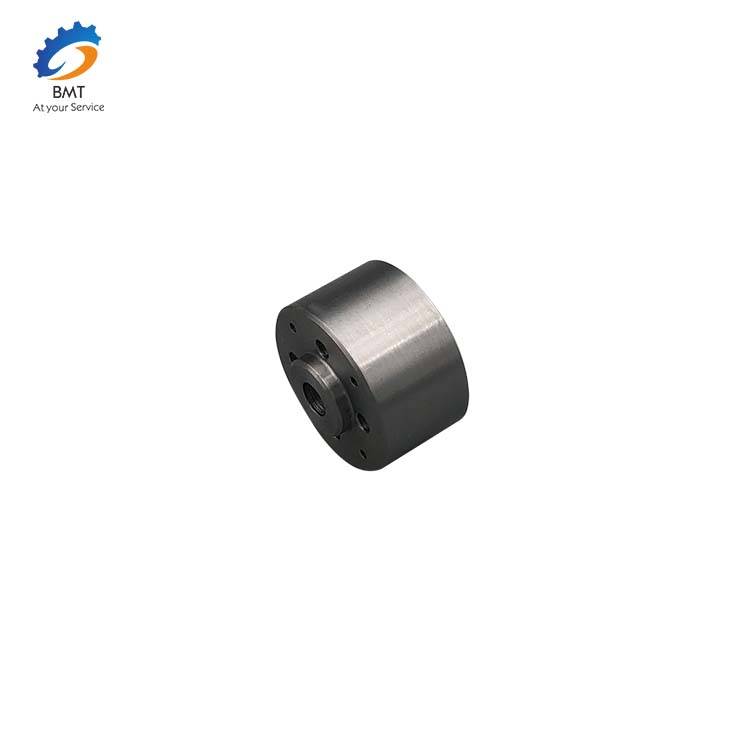
produktbeskrivelse






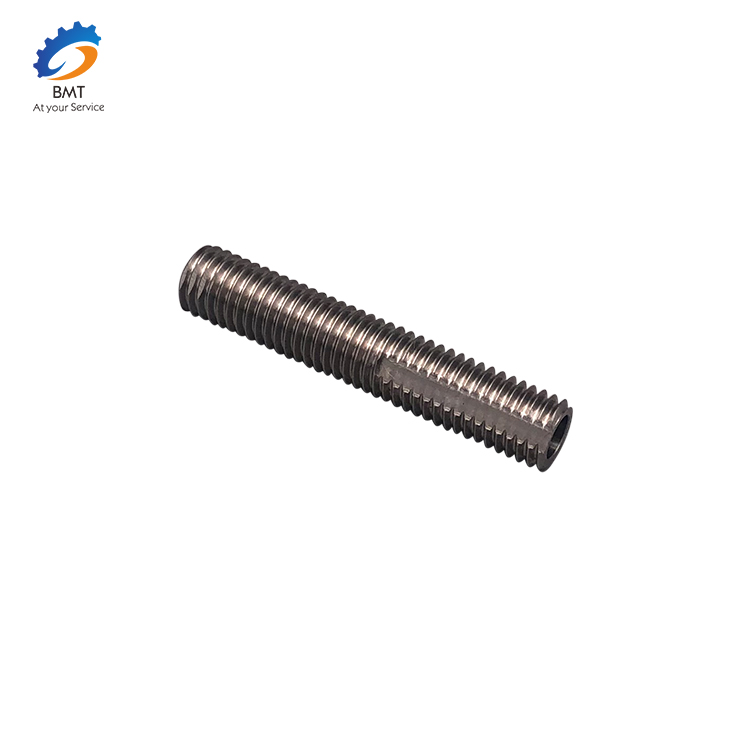




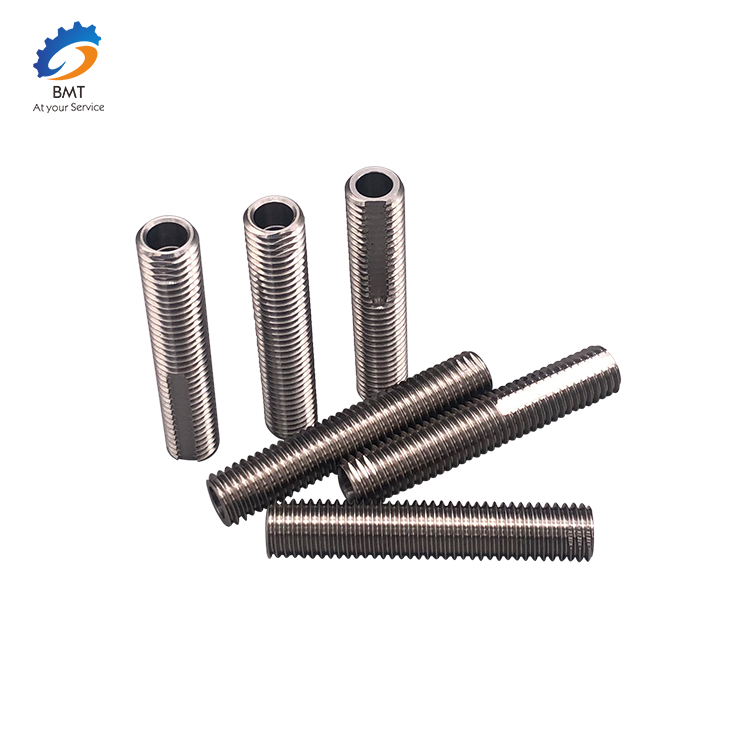













Hvorfor velge våre CNC-maskinerte deler?


Grovt referansevalgsprinsipp?Prinsippet for fint utvalg av benchmark?
Rå benchmark:
1. Prinsippet om å sikre gjensidige posisjonskrav;
2. Prinsippet om å sikre rimelig fordeling av bearbeidingsgodtgjørelse av bearbeidingsoverflaten;
3. Prinsippet om praktisk klemme av arbeidsstykket;
4. Prinsippet om at grovt datum ikke skal gjenbrukes generelt
Fin benchmark:
1. Prinsippet om datum overlapping;
2. Unified benchmark prinsipp;
3. Gjensidig benchmark-prinsipp;
4. Selvtjenende benchmark-prinsipp;
5. Lett å klemme prinsippet.


Hva er prinsippene for prosesssekvens?
a) Først behandle datumnivå, og deretter behandle andre overflater;
b) I halvparten av tilfellene behandles overflaten først, og deretter behandles hullet;
c) Hovedoverflaten bearbeides først, og den sekundære overflaten bearbeides senere;
d) Ordne grovbearbeidingsprosessen først, deretter etterbehandlingsprosessen.
Hvordan dele opp behandlingsstadiet?Hva er fordelene med å dele opp behandlingstrinn?
Behandlingsfaseinndeling:
1) Grovbearbeidingsfase
2) Semi-finish stage
3) Avslutningsfase
4) Presisjon etterbehandling trinn

Det kan sikre tilstrekkelig tid til å eliminere den termiske deformasjonen og restspenningen forårsaket av grov bearbeiding, for å forbedre nøyaktigheten til etterfølgende maskinering.I tillegg, i grovbearbeidingsstadiet, er det ikke nødvendig å behandle gjenstandsdefekter i neste trinn av behandlingen for å unngå avfall.I tillegg er rimelig bruk av utstyr, lavpresisjonsmaskiner for grov bearbeiding presisjonsmaskiner for etterbehandling, for å opprettholde presisjonsnivået til presisjonsmaskiner;Rimelig ordning av menneskelige ressurser, høyteknologiske arbeidere som spesialiserer seg på presisjon ultra-presisjon behandling, som er svært viktig for å sikre kvaliteten på produktene, forbedre nivået av teknologi.